La fabricación es nuestra tradición
En MontHelado S.A. disponemos con un especializado laboratorio propio que cuenta con los más elevados estándares de calidad donde se seleccionan y analizan todos los componentes utilizados en la fabricación de nuestra línea de productos. El equipo que lo compone está altamente capacitado para llevar adelante los controles necesarios en el ingreso de materias primas, análisis microbiológicos, controles de proceso, entre otros. Cada mes, nuestras instalaciones son auditadas por laboratorios externos para reasegurar la calidad de cada producto elaborado en nuestra fábrica.
Proceso industrial. Cocina.
Se mezclan los ingredientes en un recipiente de acero inoxidable calefaccionado a 65°C para obtener el mix. Seguidamente, a través de un shock térmico, se pasteuriza la base. La pasteurización es un proceso por el cual se eleva la temperatura de la crema base de 65°C a 80,7 °C durante 26 segundos, para luego enfriarlo inmediatamente hasta llegar a 6°C. Mediante este procedimiento evitamos cualquier clase de contaminación microbiológica y a través del cumplimiento de los protocolos de higiene, cuidamos las propiedades naturales de los ingredientes sin alteraciones.
Maduración
Una vez pasteurizado el mix, se deposita en tanques denominados maduradores, donde permanece a una temperatura ≤ a 6°C hasta ser utilizada. Durante la maduración se incorpora el aromatizante y colorante según corresponda.
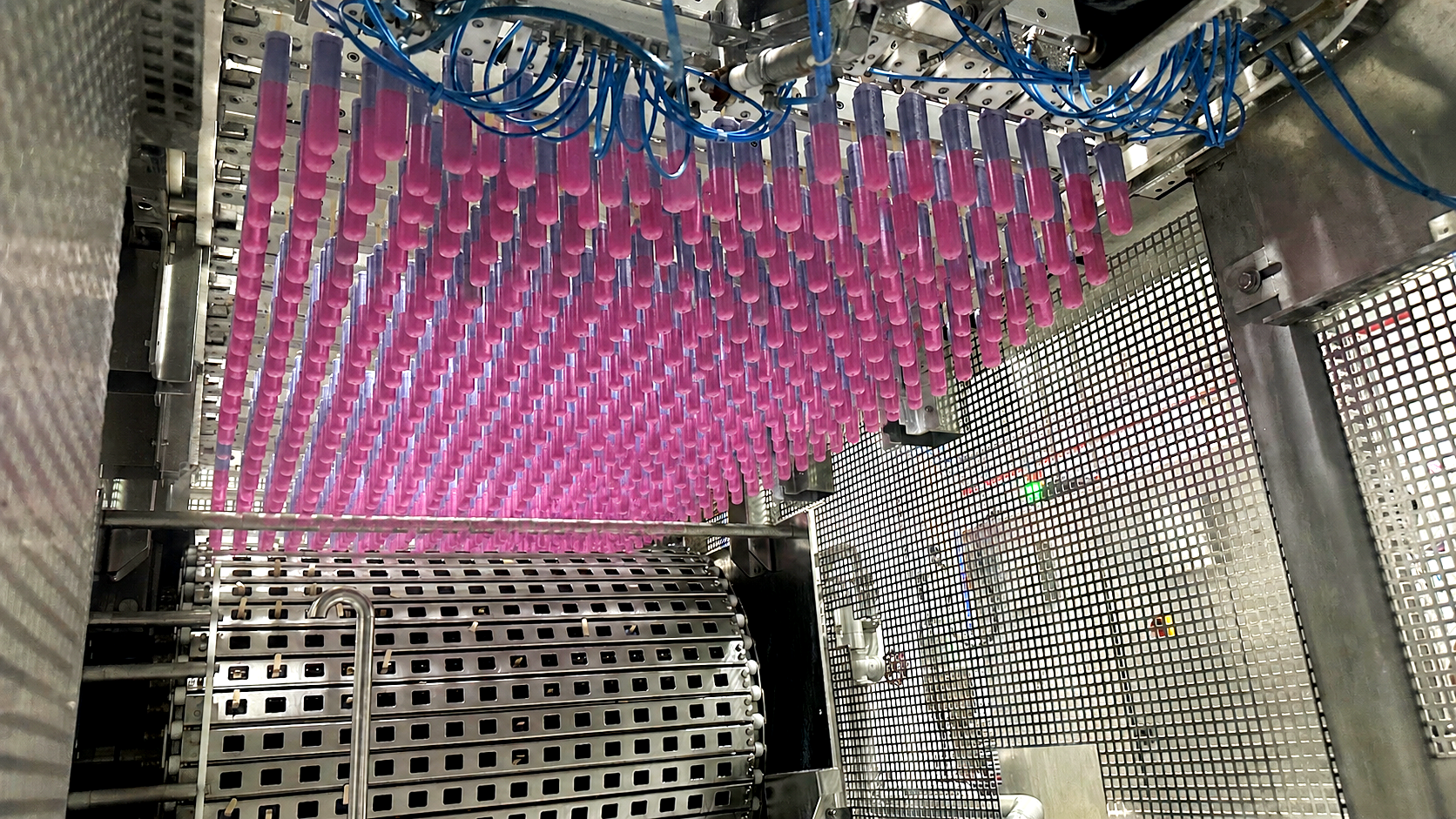
Producción
Luego de transcurrida la estabilización del mix, éste pasa a la fabricadora donde se bate, se le agrega el frío requerido y según el producto final que se quiera obtener, se aplican diferentes tecnologías (túneles de congelado, paliteras, llenadoras lineales y demás). Los productos terminados, una vez codificados, pasan por un detector de metales y siguen su trayectoria hasta la cámara de frío para su almacenamiento y posterior expedición.

Una red de distribución eficiente
Conservación
Almacenamiento
Es la etapa final del proceso, en la cual cada producto terminado se ubica en su posición definitiva para su despacho dentro de la cámara de ultra congelado, la cual opera a una temperatura de -24 °C.
El control eficiente de esta temperatura es fundamental, ya que garantiza que las características sensoriales del producto se mantengan intactas hasta el momento de su consumo.
En todo el país
Canales comerciales, Distribución y Cobertura
Disponemos de más de 200 distribuidores ubicados estratégicamente en todo el país, que abastecen a puntos de venta con productos de nuestras marcas. La permanente inversión en infraestructura y tecnología, junto con nuestra capacidad productiva y un sistema logístico altamente eficiente, nos permiten llegar a cada destino con productos en perfectas condiciones y en los tiempos requeridos.
Contamos con una flota de más de 70 vehículos térmicos de supercongelado de última generación para distribución local y a distancia, garantizando la cadena de frío en todo momento.
Además, sumamos un centro de distribución propio en Buenos Aires, con cámara de abastecimiento para atender su zona de influencia.
Nuestra cobertura geográfica alcanza a toda la República Argentina, de manera directa o a través de distribuidores que comercializan la línea completa de productos, aplicando el know-how desarrollado por la empresa. En las ciudades de Rosario y Buenos Aires, con equipos comerciales propios de venta directa, brindan atención personalizada a clientes y puntos de venta final, como kioscos y almacenes.

77 años transformando tradiciones en innovación
Una mirada rápida a nuestro negocio
Capacidad productiva de 30 millones de litros por temporada.
Planta industrial de más de 16.000 m².
Más de 300 productos de línea, incluyendo palitos, tortas heladas, postres, copas, granel y conos.
Cámara de almacenamiento a -24°C con más de 15.000 m³ y 2.500 posiciones de pallets.
Flota propia con 70 vehículos supercongelados.
Presencia nacional a través de 200 distribuidores y más de 4.000 bocas de venta.
Certificación IFS Food con calificación "Grado Superior".
Certificación de la FDA que habilita exportación a EE. UU.
Habilitación ARCA para realizar trámites de Aduana directamente en planta.

Líderes certificados en Argentina y Latinoamérica.





Elaboramos helados seguros y nutritivos con materias primas seleccionadas, tecnología de última generación y un laboratorio propio que garantiza la excelencia en cada etapa del proceso.
IFS
Grado Superior — única fábrica de helados en Argentina
3
Certificaciones internacionales: FDA, IFS, SMETA.